
紧固件 |FSBR摩擦搅拌铆焊连接工艺简介
手机扫码阅读
随着车身轻量化的发展,铝镁合金的应用日益增加,在车身连接连接过程中存在大量的异种金属连接区域。
为解决异种材料高强度和高精度结合问题。异种材料传统连接方法主要包括铆接、焊接和胶接。
搅拌摩擦铆焊技术是一种新兴的异种材料稳定连接技术,采用铆钉的旋转摩擦生热,同时保留铆焊技术的变形锁合以及固相焊接特征。关于搅拌摩擦铆焊国内外各高校已有相关研究。
工艺介绍
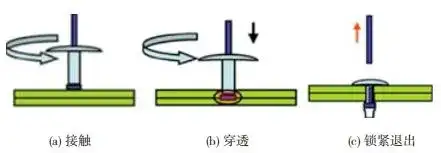
FSBR(Friction stir blind riveting)技术是一种利用搅拌摩擦热效应与铆钉物理膨胀相结合的工艺,在此过程中,铆钉高速旋转并垂直刺破待连接的材料表面,被移除的材料会填充到铆钉头部空心部分。
而在钉头穿透材料后留下一个比钉头直径稍大的孔洞,然后铆钉剩下的部分以一定的速度被送至目标位置(例如当钉帽接触工件表面时)。
之后,芯轴被拉回到一个点,这个点就是预设缺口破裂的位置。在此过程中,钉体扩张,工件借此锁紧,形成一个紧密的连接点。
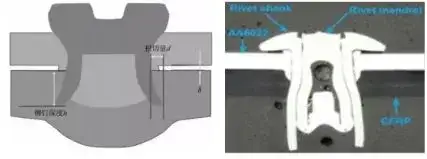
目前根据紧固件形式主要分为两种,一种类似SPR铆钉,但在头部有旋转槽,另一种类似抽芯铆钉,具体断面如下图
相对于FDS工艺依靠部分螺纹连接,FSBR依靠钉体膨胀锁紧带来更大的正拉强度。但是由于巨大的穿透力,FSBR仍然需要在工件背面有一个刚性的稳固支撑。相对于传统抽芯铆钉,FSBR工艺不需要预冲孔,适合于封闭型腔处的连接。
目前较多机构对铝合金、镁合金、高强钢以及复合材料的FSBR工艺开展了大量研究,验证了该工艺的可行性。
然而,FSBR工艺过程十分复杂,包括铆钉的旋转、进给、回抽以及芯轴移除等过程,目前的研究都是通过数控机床实现铆钉的旋转与进给,并手动完成回抽与芯轴移除。如何实现FSBR工艺的自动化并保证其运行的可靠性与稳定性是亟待解决的问题。
接头失效形式
搅拌摩擦铆焊接头的失效主要为铆钉成形失效或有缺陷,在后续拉伸过程中铆钉直接抽出。过程中的失效形式主要包含3 种,分别为根切不够、铆钉深度过小以及铆钉破裂,如图所示。根切不足是由于材料软化过度;
铆钉深度过小是由于摩擦产生热量足够使铆钉穿过上层板子,但不足以穿过下层板子;铆钉破裂是由于搅拌摩擦热产生过小,上层板子软化不足,致使铆钉受力过大产生破裂。

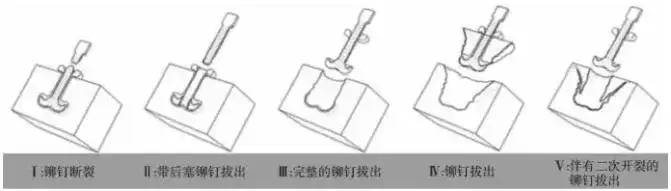
搅拌摩擦铆焊接头拉伸过程中铆钉失效方式主要包括以下5种,如图所示。
Ⅰ:金属铆钉在接头外侧韧性断裂;
Ⅱ:带有后塞的铆钉拔出,因为铆钉尖端锚接区域萌生裂纹,“后塞”是指铆钉拔出后的遗留部分;
Ⅲ:完整的铆钉拔出,遗留以底部变形区域为半径的孔洞;
Ⅳ:铆钉拔出,伴随铆钉尖端大的变形区域但是深入深度较小;
Ⅴ:铆钉拔出伴随有二次开裂,裂纹在锚接区域萌生。
总 结
因为异种材料连接需要,新连接工艺一直在不断发展,而随着SPR、FDS、FSW工艺的成熟及连接面对新的问题,新的连接工艺的研发也是重重之重,目前新工艺主要是对某些成熟工艺的合二为一,例如FSBR就是摩擦搅拌焊与铆接的结合。
-End-
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,或无法确认真正原始作者,故仅标明转载来源,如标错来源,涉及作品版权问题,请与我们联系,我们将在第一时间协商版权问题或删除内容!
微信小程序
手机APP
数字化的工业用品服务平台
工作时间: 周一到周五 8:30-17:30
400-680-9696
沪公网安备 31011202014831号|危险化学品经营许可证|食品经营许可证|非药品易制毒化学品经营备案证明|医疗器械经营许可证|互联网药品信息服务资格证书|网站地图
Copyright© zkh.com 1998 - 2024 Corporation All Rights Reserved 沪ICP备10006078号 震坤行工业超市(上海)有限公司