
金属加工 | 活塞杆配磨尺寸测量和计算方法研究与应用
手机扫码阅读
本文介绍了活塞杆配磨尺寸测量、计算的传统方法及日本三丰品牌数显内径量具的功能特点和使用方法;通过利用数显内径千分表的数据传输功能和与之配套使用的Excel电子配磨表,减少人工参与环节,从而消除了配磨尺寸手动计算、记录错误等隐患。

图1所示活塞杆是高压开关液压操动机构中的核心零部件,其在服役过程中与分、合闸缓冲套配合形成环形间隙,并在油压差作用下在液压缸中做往复运动,从而实现高压开关的分合闸动作。活塞杆要求配磨加工,配磨尺寸须精准计算,以此保证与缓冲套间的环形间隙。目前,配磨尺寸由人工测量,手动计算、记录,比较麻烦,容易出错。因此,考虑对原有配磨方法进行改进。
1. 活塞杆配磨尺寸测量和计算常规方法
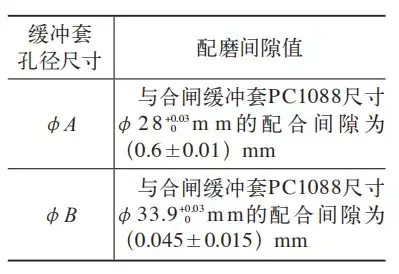
分、合闸缓冲套完工后,检查员使用杠杆百分表按照配磨要求对缓冲套孔径尺寸进行测量,并将测量结果记录在配磨表中,然后根据活塞杆与缓冲套二者间的配磨间隙值(由图样给定,见表1),计算出配磨尺寸,并记录在配磨表中,整个过程由人工手动操作。最后,磨工依据配磨尺寸进行磨削加工。但是此种传统方法可能会出现尺寸计算、记录错误的现象,从而引起严重的质量事故。
表1 配磨间隙表(局部)
2. 活塞杆配磨尺寸测量和计算新方法
为避免传统作业方法的弊端,引进日本三丰品牌数显内径千分表来代替传统的测量工具,并设计出一套基于Excel的配磨表,二者结合使用,可避免手动计算、记录配磨尺寸的麻烦。
日本三丰数显内径千分表具有精度高、便于操作等特点,与传统杠杆百分表相比,它还具有数据传输功能,并且能与Microsoft Excel软件集成,自动将数据记录在Excel表格中。该量具一端有接口,使用时可通过连接电缆与电脑USB接口相连,如图2所示。尺寸测量后,按压端部按钮,数据会通过连接电缆传输至电脑,存储在Excel格式的配磨表中并参与函数计算,最终自动计算出配磨尺寸。

3. 基于Excel的配磨表设计与应用
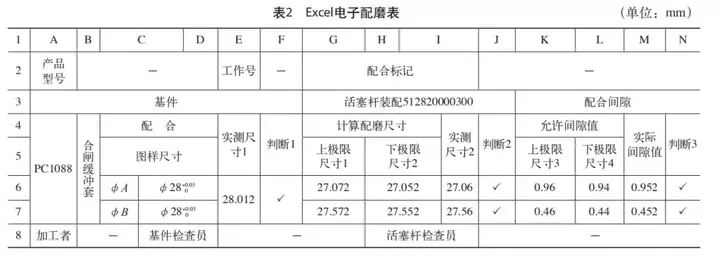
鉴于数显内径千分表的数据传输以及与Microsoft Excel软件集成功能,制作出一款可通过简单的函数关系和i f判断语句来自动计算、记录配磨尺寸,并对结果作出有效判定的Excel电子配磨表(见表2),其中“实测尺寸1”由数显内径千分表测量,自动传输至表格内,“判断1”可判定测量结果是否正确,其语句为:IF(E6>28.03,“×”,IF(E6>=28,“√”,“×”));配合间隙栏里“上下极限尺寸3、4”为图样给定尺寸,与“实测尺寸1”一起,通过简单的函数关系自动计算出“计算配磨尺寸”栏里的“上下极限尺寸1、 2”;“实测尺寸2”由磨工测量所得,“判断2”对其作出判断,语句为:IF(I6>G6,“×”,IF(I6>=H6,“√”,“×”));配合间隙栏里的“实际间隙值”由“实测尺寸1”、“实测尺寸2 ”通过函数关系计算所得,通过“判断 3 ”作出判定,其语句为:IF(M6>K6,“×”,IF(M6>=L6 ,“√”,“×”))。内容更改设置保护密码,避免数据篡改。
4. 结语
实践证明,借助日本三丰数显量具数据传输和与Microsoft Excel软件集成功能,使用简单的函数关系与i f判断语句改进原有的配磨表,形成一套自动计算、记录并能够对测量结果做出判断的新配磨作业方法,大幅提高了作业的正确率与效率,有效避免了手动计算、记录错误的潜在隐患,既降低了作业人员的劳动强度,又为作业人员解决类似问题提供了一种新思路。
专家点评
为避免传统作业方法的弊端,减少出错几率,作者对原有的活塞杆配磨方法进行改善,引进日本三丰品牌数显内径千分表来代替手动测量工具,并设计出一套基于Excel的配磨表格,借助数显量具与电脑之间的数据传输功能,自动计算配磨尺寸并对测量结果做出正确判断,形成一套新的配磨作业方法,为类似零件的精确测量提供了一种快捷简单的创新思路。文章主题明确,论点突出,新方法在配合尺寸的计算和测量中都具有明显的优势,达到了智能化创新的效果。
本文发表于《金属加工(冷加工)》2020年第6期44-45页,作者:河南平高电气股份有限公司 闫建林、张全民、李亚斐、胡中辉、赵进良,原标题:《活塞杆配磨尺寸测量和计算方法研究与应用》。
-End-
声明:本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并立即删除内容!
微信小程序
手机APP
数字化的工业用品服务平台
工作时间: 周一到周五 8:30-17:30
400-680-9696
沪公网安备 31011202014831号|危险化学品经营许可证|食品经营许可证|非药品易制毒化学品经营备案证明|医疗器械经营许可证|互联网药品信息服务资格证书|网站地图
Copyright© zkh.com 1998 - 2024 Corporation All Rights Reserved 沪ICP备10006078号 震坤行工业超市(上海)有限公司